Language: 


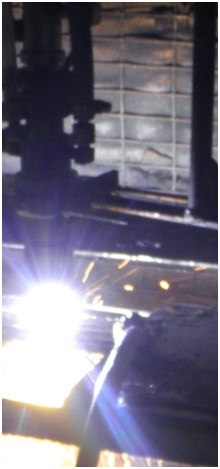
Equipment for plasma cutting of metals of increased thickness on the reverse polarityGeneral description The equipment for plasma cutting on the reverse polarity is used for manual, mechanized or automated (in the portal machine) cutting of stainless steel, ferrous and nonferrous metals (aluminum, copper, titanium and other alloys) a thickness of
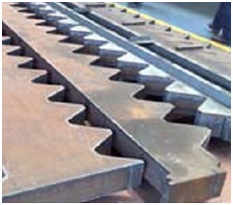
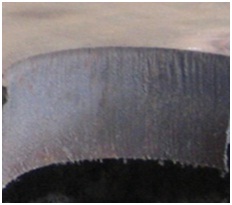
Steel products 160 mm after cutting Plasmacutting torches with electrodes of special design of composite nano-structured materials based on copper, working on the reverse polarity current areused in the installations (system). As the plasma forming gas air and air + methane (propane), water vapor, oxygenare used, Inert and other gases. In comparison with the installationsthat use air plasma cutting torches on the direct polarity with thermochemical cathode, with the same current the plasma cutting equipment on the reverse polarity provides the following benefits: — Performance (speed) above the cut by — The depth of cutting more than 2 — 3 times; — Width of cut is less than the (10 — 15)%; — Greater accuracy and lower surface roughness of the cut; — Life of the torch on the reverse polarity to the replacement of the electrode is — Maintainability of the plasma torch, ease of replacement parts. Types (brands) and technical characteristics of the installation for plasma cutting of metals on the reverse polarity
Note: 1. Technical characteristics are subject to change upon request. 2. Installation PLAZER-PL Cut-RP-200 — work in progress: Delivery set of the equipment for cutting of metals on the reverse polarity:
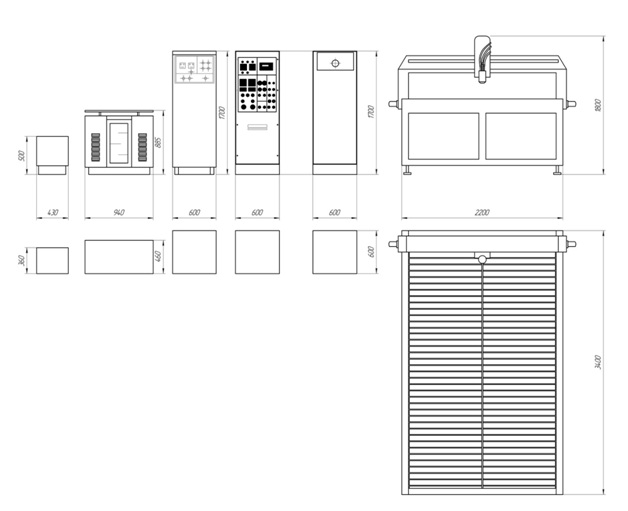
External view of the equipment for plasma cutting of metals of increased thickness on the reverse polarity (for the installation PLAZER-CutRP-150).). The list of main units of the equipment for plasma cutting of metals on the reverse polarity The description is an example configuration of a technological complex installation PLAZER-CutRP-150 TheControlsystemof plasmatron for metal cutting on the reverse polarity with integrated control module of plasmatron water cooling . The control system of plasmatron for metal cutting on the reverse polarity should monitor preparedness of plasma equipment set, starting and stopping the processes of plasma cutting on the reverse polarity, visual supervision and regulation of technological parameters of plasmatron operations as well as supply of electric power, plasma-forming gases and cooling environment to the plasmatron. The controlsystemofplasmatronconsistsofnextmodules:
All modules must be mounted in one cabinet.
Externalviewofcontrolsystemofplasmatronformetalcuttingon thereversepolaritywithintegratedcontrolmoduleofplasmatronwatercooling Gas-electricmoduleof plasma-forming gasmustprovidesupply, regulation and control of gaspressureand gasflowrate. On its front panel must be installed: — pressure control gauges; — gates (faucets) for airflow control; — push-to-lock buttonstoengageelectromagneticvalvesofairsupply. Controlmoduleofplasmatronwatercoolingprovidedsupply, regulationandcontroloverthewaterflowrate. Electricarcmoduleprovidesplasmatronpowersupply, regulation and control over the current and arc voltage. Collectormodule (connectionpanel) providesthesupplyofwater, gasandelectricity (powersupply) totheplasmatron.
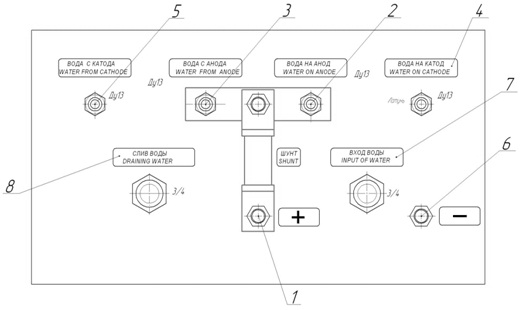
Externalviewofcollectormodule (connectionpanelofcontrolcabinet): 1 — cable "+" pluggingpoint; 2 — connecting point of cooling water feed hose on the anode; 3 — connecting point of cooling water drain hose from the anode; 4 — connecting point of cooling water feed hose on the nozzle; 5 — connecting point ofcoolingwaterdrainhosefromthenozzle; 6 — cable"-" pluggingpoint; 7 — cooling water uploading point; 8 — cooling water unloading point from the nozzle; Plasma-forming gas preparation unit Plasma-forming gaspreparationunitprovidespreparationof gas-airmixtureincertainproportionanditsfeedingas plasma-forming gastothecuttingplasmatron. Gas preparation unit is equipped with assembly units and devices for fuel gas (propane-butane) supply, regulation and control, and with plasma-forming gas mixer device. Rotameter is located at the front panel of gas preparation unit. Ventilation of preparation unit of plasma-forming gas is performed in a natural way. Inside the unit, there must be set assembly units and devices for regulation and control of fuel gas (propane-butane), connected by pipeline valve. The mixer is used for creation of uniform gas-air mixture. Gas flow rate must be controlled by the rotameter and supported automatically depending on the flow rate of plasma-forming air in a way that specified proportion remained unchanged. Only in case of electrical arc ignition and the presence of control pressure of plasma-forming air, fuel gas is supplied. Plasma-forming mixture is preparing in a mixer of gas preparation unit, which receives air from the control cabinet. Appropriate proportion is prepared with propane-butane flow regulator, which receives air control pressure from control cabinet. Specialized power supply system. Specializedpowersupplysystem of the universal technological complexformetalsplasmacuttingonthereversepolarityincludes:
Thesystemprovidespowersupplyofcutting plasmatronofconstantcurrentwithpowerconsumption200 kW (depending on the installation (system) type).
Externalviewofthe supplied specialized power supply system of the universal technological complex for metals plasma cutting on the reverse polarity. Thecontrolsystemof the cutting parameters with displaying on personal or industrial computer in real-time mode Controlsystemofcutting process parameters with an option to transfer data to a stationary or industrial computer in real-time mode must provide measurement and fixation of next data: Energy parameters: — arccurrent I [ A ] — arcvoltage U [ V ] — netpower (usefulpower), W [ kW ] Other controlled parameters:. Plasma-forming parameters: — plasma-formingairpressure Pair [ kPa ] — plasma-forming airflowrate Gair [ n.m3 perhour ] — gaspressurePgas [ kPa ] — gasflowrateGgas [ n.m3 perhour ] — mixtureflowrate Gmix [ n.m3 perhour ] Cooling parameters of cutting plasmatron: — watertemperatureatcathode'sinput T1.n [ ?С ] — watertemperatureatcathode'soutput T2.n [ ?C ] — water temperature at anode's input T1.а [ ?C ] — water temperature at anode's output Т2.а [ ?C ] — cathode water flow rate Gw.n [ liters per minute ] — anode water flow rate Gw.а [ liters per minute ] Four-axis manipulator of the universal technological complex for metals plasma cutting on the reverse polarity. Four-axis manipulator include three-axis system (table) of bridge-beam type with additional fourth controlled rotation axis and provide transferring of cutting plasmatrons in the field X:Y:Z, providing accuracy of not less 0,05 mm on the stroke lengths 1000 mm with operating speeds up to 15 m/min, as well as plasma cutting of cylindrical parts and manipulator for plasma cutting of cylindrical parts. Versions of the manipulator to the coordinates X: Y: Z: — Length — Width ?1000-2000 mm; — Height Four-axis manipulator should include the system of metal surface monitoring for automatic maintenance of the distance from plasmatron up to the billet, that has an effect on cutting quality, power/angle curve of cut, probability of slag formation and cutting speed. Four-axis manipulator design provide easy replacement of cutting plasmatrons of above stated sizes or other work tools if necessary, and the ability to calibrate the sensor of metal surface tracking. Four-axis manipulator also should include the unit of plasmatron fixing with suitable for angular variation, and also a hose for connection to exhaust ventilation. Thenumericalcontrolsystem for plasmatrons movement along four axis (coordinates) For management of the overhead manipulator and movement of cutting plasmatron the numerical program control system with software is used and has following capabilities: • controllability up to six axis; |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||