Язык: 

Оборудование для сверхзвукового плазменного напыления plazer
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Параметры |
Марки установки |
||
|
PLAZER 50-PL |
PLAZER 80-PL-S |
PLAZER 180-PL-S |
|
|
Плазмообразующий газ |
Воздух + пропан или метан (до |
||
|
Температура плазмы, K |
|
|
|
|
Скорость плазменной струи, м/с |
|
|
|
|
Скорость напыляемых частиц, м/с |
|
|
|
|
Производительность напыления (кг/час) — металлические порошки — керамические порошки (оксиды) |
до 15 до 8 |
до 25 до 15 |
до 50 до 25 |
|
Электрическая мощность, кВт |
|
|
|
|
Коэффициент использования напыляемого материала |
до 0,7 |
до 0,75 |
до |
Технические характеристики установки PLAZER 180-PL-S
|
Наименование параметра |
Величина |
|
Напряжение трехфазной питающей сети переменного тока с частотой 50 Гц, В |
380 (-10... +5) |
|
Напряжение холостого хода, В |
540 |
|
Продолжительность включения, ПВ, % |
100 |
|
Рабочее напряжение на дуге, В |
200 — 450 |
|
Рабочий ток дуги, А |
150 — 350 |
|
Рабочее давление смеси, МПа |
0,15 — 0,7 |
|
Давление воздуха в сети, МПа |
0,8 — 2,5 |
|
Расход плазмообразующего воздуха, н. м. куб. /ч |
10 — 35 |
|
Давление плазмообразующего горючего газа в сети (пропан-бутана), МПа |
0,6 — 0,9 |
|
Расход плазмообразующего горючего газа (пропан-бутана), н. м. куб. /ч.: |
0,0 — 3,0 |
|
Расход транспортирующего газа (воздуха, аргона), н. м. куб. /ч |
0,5 — 2 |
|
Давление охлаждающей воды , МПа |
0,3 |
|
Расход охлаждающей воды, м. куб. /ч |
1,0 |
|
Частота вращения ротора питателя, об/мин |
0 — 80 |
|
Вместимость одного питателя, дм3 |
5 |
|
Допустимая неравномерность подачи порошкового материала из питателя, % |
± 5 |
|
Размер частиц порошковых материалов для напыления, мкм: Не менее Не более |
20 160 |
|
Наибольшая производительность по напыляемому материалу, кг/час: — по керамическим порошкам — по металлическим порошкам |
|
|
Коэффициент использования порошка, не менее |
0,7 |
|
Потребляемая электрическая мощность, кВА, не более |
|
Данное оборудование выполнено по блочно-модульной схеме и содержит следующие основные блоки: блока плазмотрона, кабель-шланговый пакет, система порошковых питателей, система управления, блок газоподготовки, специализированный источник электропитания.
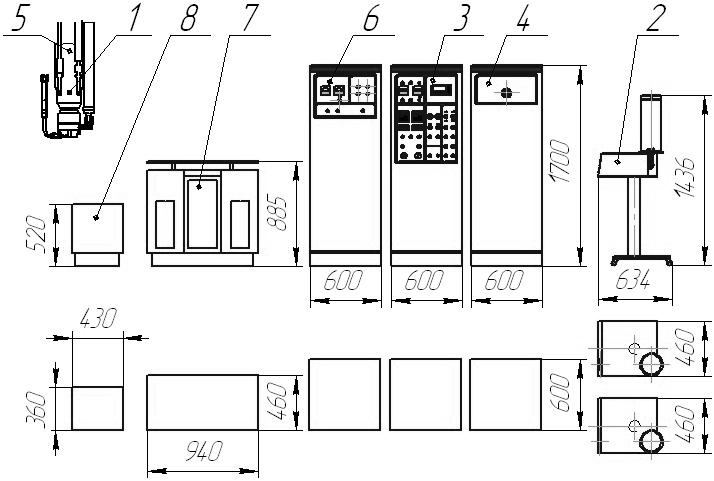
Общий вид и габаритные размеры установки PLAZER 180-PL-S:
1- плазмотрон;
Блок плазмотрона содержит сверхзвуковой плазмотрон, коллекторный узел, устройство подачи напыляемого порошка в канал (под срез) сопла, блок крепления с устройством охлаждения детали и предназначен для преобразования электрической энергии в тепловую в виде плазменной струи, в которой происходит разогрев и разгон напыляемого порошкового материала.

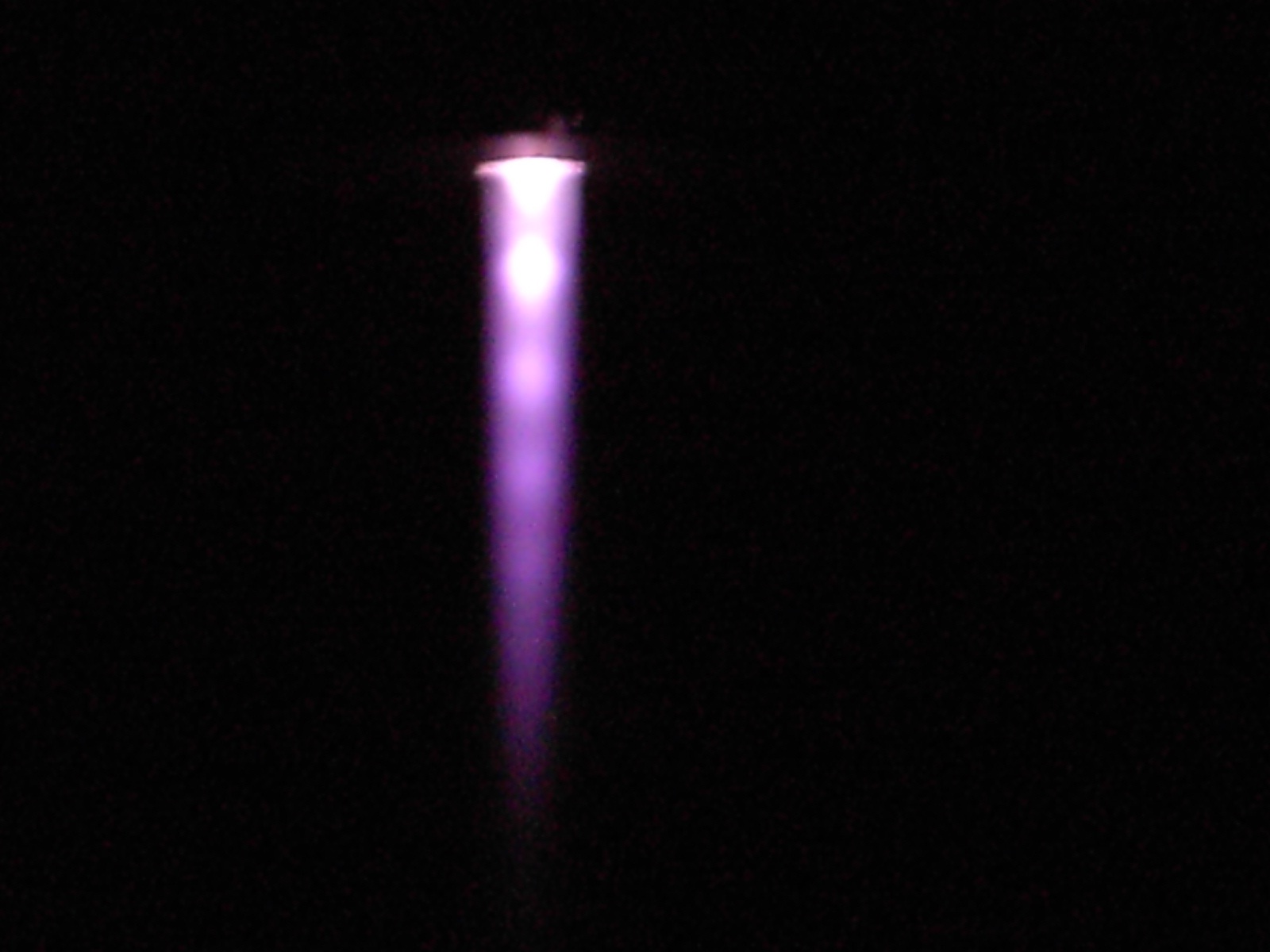

а — плазмотрон для сверхзвукового напыления мощностью 180 кВт, б — недорасширенная сверхзвуковая плазменная струя 1,5 Маха, в — разогрев до плавления и разгон до
Плазмотрон выполнен по трехэлектродной схеме и содержит водоохлаждаемые пленочный катод с гафниевой активной вставкой, нейтральную одиночную межэлектродную вставку и выходное сопло-анод. Температурное поле надежно фиксирует среднюю длину дуги между торцевым катодом и полым анодом. Дуговой канал рассчитан таким образом, что вниз по потоку плазмы в канале сопла анода нарастает толщина пограничного слоя. При сверхкритическом перепаде давлений (в канале сопла по отношению к атмосферному) на расстоянии ~ 0,5 его диаметра до среза сопла формируется искусственное критическое сечение за счет «сброса» пограничного слоя. В таком режиме плазмотрон генерирует недорасширенную сверхзвуковую струю с числом Маха 1,3 — 1,5. Напыляемый порошок может подаваться либо на срез сопла плазмотрона, либо в канал в области критического сечения.
Сверхзвуковой плазмотрон установки PLAZER 180-PL-S имеtт ряд конструктивных особенностей, которые обеспечивает:
1. Рекордно высокую для плазменного и газотермического напыления производительность процесса нанесения покрытий (до 25 и выше кг напыляемого материала в час).
2. Простоту, удобство обслуживания, надежность и ремонтопригодность.
3. Коэффициент полезного действия
4. Высокую степень стабилизации длины дуги.
5. Широкий диапазон регулирования среднемассовой энтальпии в плазменной струе.
6. Снижение пульсаций (регулярных и нерегулярных) параметров дуги и, соответственно, плазменной струи.
7. Подавление крупномасштабной турбулентности в плазменной струе и, соответственно, уровня рассеивания напыляемых частиц.
8. Воспроизводимость всех параметров плазменной струи (скорость и энтальпия, их пульсационные и осредненные значения, профили поперек струи и распределения вдоль) в течение заданного гарантированного времени работы плазмотрона.
При напылении таким сверхзвуковым плазмотроном даже без тщательной оптимизации процесса значительно улучшаются все качественные показатели покрытий. Пористость снижается с 8 — 12 % до 1 — 3 %, при оптимизации может быть получена нулевая пористость. Прочность сцепления покрытия с основой зависит от напыляемого материала, но в любом случае она увеличивается в 1,5 — 2 раза по сравнению с плазменным напылением при дозвуковых режимах. Степень окисленности и выгорания элементов (углерода) снижается на 50 — 80 %, в отдельных случаях удаётся получить покрытие по химическому составу совпадающее с исходным материалом.
Плазмотрон предназначен для механизированного напыления и может быть закреплен на суппорте любого станка или другого механического приспособления. Камера с приточно-вытяжной вентиляцией выбирается в зависимости от размеров и форм напыляемого изделия, механизмов для их крепления и перемещения.
Система управления предназначена для контроля готовности комплекта плазменной аппаратуры, пуска и остановки процессов напыления, визуального наблюдения и регулировки параметров режима, а также для передачи к плазмотрону электрического питания, плазмообразующих газов и охлаждающей среды.
Система управления состоит из следующих модулей:
При снижении расхода жидкости или температуры относительно начального значения на 10% генерируется тревожный сигнал системы охлаждения. Предусмотрена возможность отключения этого сигнала оператором в случае, если динамика падения давления в питающей магистрали не носит катастрофический характер. При этом фиксируется текущее значение расхода воды, с которым в дальнейшем происходит аналогичное сравнение.
Выбор единиц измерения расхода газов осуществляется пользователем из списка: л/мин, м3/час. Расход газа калибруется независимо по каждому из родов газа с возможностью сохранения калибровочных предустановок. Предусмотрена возможность активации и отключения каждого из каналов как на стадии подготовки к пуску, так и в ходе измерений. Эволюция расходов по каждому из активированных каналов отображается графически с возможностью изменения масштабов по обеим осям. Рядом с графиком по каждому из активированных каналов отображается род газа, уставка и текущее значение расхода. Если разница установленного и измеренного значения расхода превышает устанавливаемый оператором порог, включается тревожный сигнал.
Блок газоподготовки предназначен для подачи и измерения расхода пропан-бутана в плазмообразующей смеси. Блок газоподготовки обеспечивает подготовку газовоздушной смеси в определенной пропорции и подачи ее к сверхзвуковому плазмотрону в качестве плазмообразующего газа. Блок газоподготовки содержит узлы и приборы подачи, регулировки и контроля горючего газа (пропан — бутана), смеситель плазмообразующего газа. На лицевой панели блока газоподготовки размещен ротаметр.
Вентиляция блока газоподготовки осуществляется естественным образом. Внутри блока смонтированы узлы и приборы регулировки и контроля горючего газа (пропана-бутана), соединённые трубопроводной арматурой. Смеситель служит для создания однородной газовоздушной смеси. Внутри блока газоподготовки размещены манометры, регулятор давления, дроссели и электронный расходомер.
Пневмораспределитель открывает доступ пропан-бутана к пропорциональному клапану, который регулирует подачу плазмообразующего газа в зависимости от давления управления. Расход газа контролируется ротаметром и поддерживается автоматически в зависимости от расхода плазмообразующего воздуха таким образом, чтобы заданная пропорция оставалась неизменной. Горючий газ подается только при условии горения электрической дуги и наличии управляющего давления плазмообразующего воздуха. Плазмообразующая смесь готовится в смесителе блока газоподготовки, куда поступает воздух из шкафа управления. Необходимая пропорция готовится регулятором расхода пропан-бутана, на который поступает управляющее давление воздуха из шкафа управления.
Система порошковых питателей состоит из двух порошковых питателей дозаторови предназначена для подачи и дозировки одного или двух разнородных порошковых материалов в ручном или автоматическом режиме по заранее заданной программе.
Специализированный источник электропитания используется для питания плазмотрона постоянного тока. Он обеспечивают включение и отключение дежурной дуги, плавное нарастание рабочего тока по основной цепи от минимального значения до предварительно заданного при пуске, стабилизацию заданного тока рабочей дуги с точностью не хуже 2,5 % в процессе работы, возможность изменения рабочего тока в процессе работы, контроль тока и напряжения нагрузки. Конструктивно выпрямитель выполнен в виде трех блоков: в одном блоке преобразовательном размещен автоматический выключатель, силовой магнитный пускатель, блок силовых тиристоров, печатные узлы системы управления, регулирования и защиты, панели со вспомогательными узлами (дежурной дуги), аппаратура управления и защиты, во втором силовой трансформатор, в третьем выходной дроссель.

Внешний вид установки PLAZER 180-PL-S.
Система порошковых питателей предназначена для подачи порошков к плазмотрону. Она включает в себя два питателя, состоящих из следующих основных узлов: опрокидывающегося герметичного бачка с прозрачной крышкой и тарельчатым механизмом дозировки, асинхронного электродвигателя с частотнорегулируемым приводом и редуктором, системы транспортирующего газа, поворотного механизма с фиксатором.
Порошковый питатель включает следующие основные компоненты: бункера (с возможностью опрокидывания) с дисковым дозатором; индукционный двигатель с частотным регулируемым приводом и понижающей передачей, система транспортировки газа (обеспечивающая подачу порошка в сверхзвуковую струю), привод поворотного механизма с замковым устройством.
Общая объем двух питателей для установки сверхзвукового плазменного напыления — не мене 10 литров порошка. Погрешность для подачи порошка менее 5%.
Скорость вращения дозирующего устройства порошкового питателя отображается на дисплее котроллера (промышленного компьютера) и регулируется вручную. Размер частиц транспортируемого порошка:
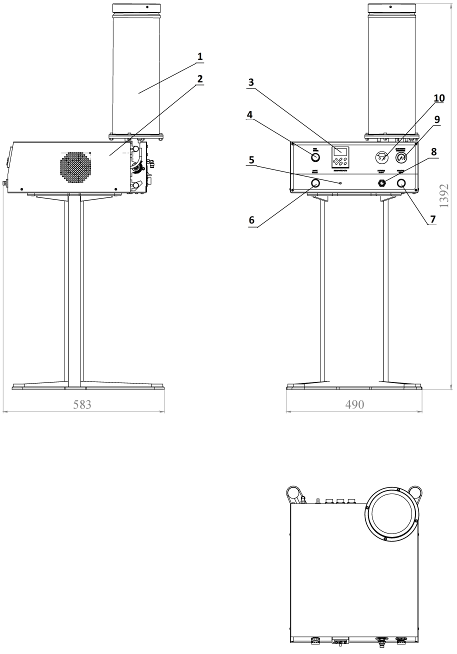
Порошковый питатель (дозатор) установки PLAZER 180-PL-S.
1- бункер; 2- корпус; 3- датчик производительности (расход газа); 4- лампочка «Сеть»; 5- ручка регулировки вращения;
 |
Процесс сверхзвукового плазменного напыления покрытий с помощью оборудования сверхзвукового плазменного напыления
К основному перечню деталей для сверхзвукового плазменного напыления покрытий с помощью оборудования PLAZER® относятся различные детали машин и инструменты. Это детали компрессоров и горячего тракта авиационных и судовых газотурбинных двигателей, летательных аппаратов, компрессоров, роторы, валы турбин, плунжера, штоки, поршни различных насосов, штанги буровых скважин, детали гидравлического и энергетического оборудования, сушильные барабаны бумагоделательной промышленности, детаи оборудования текстильной промышленности, валы и прочие детали судовых дизелей и другого судового оборудования, детали химического оборудования, крупно-габаритные детали подвижного состава железно-дорожной техники (оси, коленчатые валы, шатуны и гильзы дизелей локомотивов).
