Язык: 

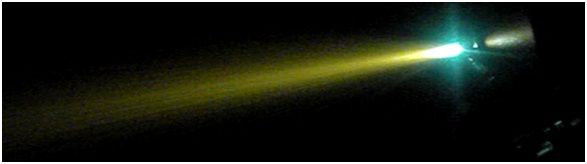
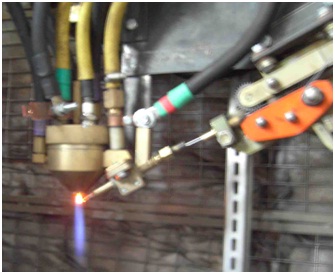
Установка для сверхзвукового электродугового напыления PLAZER15-SAНазначение установки Установка предназначена для нанесения износо- и коррозионностойких и специальных покрытий, восстановления изношенных деталей машин путем двухпроволочного электродугового распыления в сверхзвуковом потоке горячих продуктов сгорания углеводородного газа с воздухом электропроводящих материалов в виде проволоки (порошковой проволоки) диаметром Установка обеспечивает реализацию сверхзвукового режима напыления покрытий без применения дорогих и дефицитных газов. В качестве рабочего газа используется сжатый воздух с небольшой добавкой горючего газа пропана или метан — 5%. Расход воздуха для сверхзвукового электродугового напыления (до В процессе сверхвукового электродугового напыления с помощью данной установки генерируется сверхзвуковой поток высокоэнтальпийных газов, диспергирующим расплавленный металл проволок и транспортирующим распылённый металл к изделию. Установка обеспечивает схождение напыляемых проволок в одну точку, формирование сверхзвукового поток высокоэнтальпийных продуктов сгорания, диспергирующим расплавленный металл проволок и транспортирующим распылённый металл к изделию (рис. 1). Электрическая дуга, горящая между двумя проволоками (боковой и центральной), расплавляет их. Сверхзвуковой поток горячих нейтральных газов на выходе из сопла формирует сверхзвуковую струю со скоростью более 1500 м / с при 2200 К, направленную в зону дуги, которая расплавляет проволоки, диспергирует расплав на мелкие капли и ускоряет до скорости порядка 200 — 500 м/сек и выше.
Рис. 1. Внешний вид сверхзвуковой струи в процессе двухпроволочного сверхзвукового электродугового напыления. Преимуществом процесса, который реализуется с помощью данной установки, является уменьшение угла раскрытия двухфазного металлогазового потока, благодаря ламинаризации сверхзвукового течения. При этом резко уменьшается разброс скоростей и температур центральных и периферийных напыляемых частиц. Переход к сверхзвуковой скорости истечения высокотемпературной струи приводит к повышению эффективности разгона напыляемых частиц и снижению интенсивности нагрева. Увеличение скорости частиц напыляемого материала в момент встречи с основой в 3 — 4 раза и выше, по сравнению с традиционным дозвуковым электродуговым напылением, обеспечивает повышение их кинетической энергии в 9 — 16 раз, что приводит к качественному скачку всех служебных свойств напылённых покрытий. В целом, процесс двухпроволочного сверхзвукового электродугового напыления покрытий, реализуемый с помощью данной установки, по сравнению с традиционным электродуговым напылением при дозвуковых режимах истечения высокотемпературной струи обеспечивает снижение окисления напыляемого материала и выгорание легирующих элементов, увеличение скорости частиц напыляемого материала до Комплектность установки
Основные технические характеристики
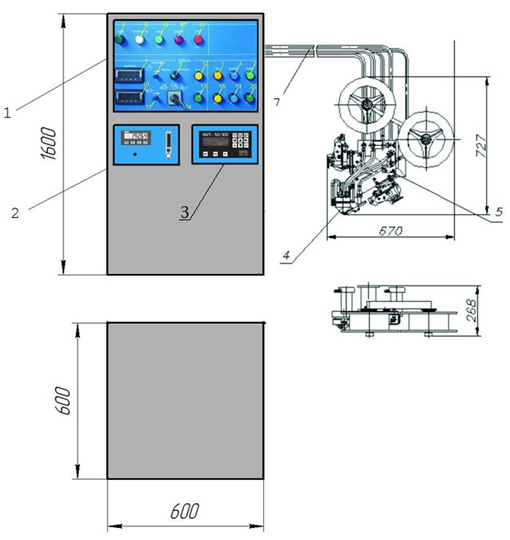
Общее описание установки сверхзвукового электродугового напыления PLAZER15-SA Установка сверхзвукового электродугового напыления выполнена в блочно-модульном исполнении. Система управления, источник электропитания, модуль контроля водяного охлаждения сверхзвукового электродугового металлизатора и блок газоподготовки должны быть смонтированы в напольном шкафу, двухпроволочная система подачи напыляемого материала монтируется на вспомогательном технологическом оборудовании (манипуляторе), в зависимости от типа напыляемой детали.
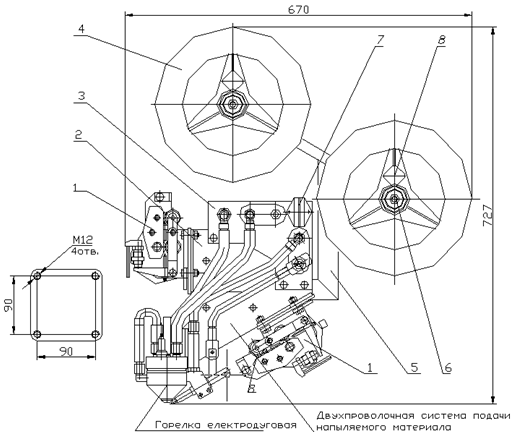
Общий вид и габаритные размеры установки сверхзвукового электродугового напыления. Устройство и работа основных единиц установки сверхзвукового электродугового напыления. Блок сверхзвукового электродугового металлизатора Блок сверхзвукового электродугового металлизатора напыления объединяет двухпроволочную систему подачи напыляемого материала (далее — систему подачи) и головку электродуговую сверхзвуковую (далее — головка). Блок сверхзвукового электродугового металлизатора соединяется с системой (пультом) управления при помощи комплекта коммуникаций (кабель-шлангового пакета).
а
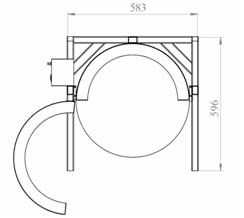
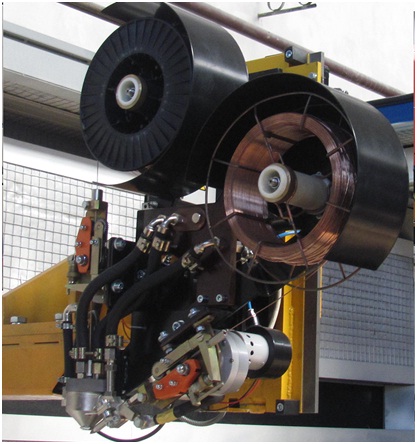
б Чертеж внешнего вида и фото блока сверхзвукового электродугового металлизатора. Корпус 2 блока сверхзвукового электродугового металлизатора обеспечивает крепление двух мотор-редукторов 1 к нижней части корпуса присоединена сверхзвуковая головка. Изолятор 3 служит для размещения присоединительных штуцеров шлангов подачи газовоздушной смеси, подвода и отвода охлаждающей воды и электрических кабелей к горелке. На кронштейне 5 должны быть расположены два механизма подачи проволоки 1 с четырьмя сменными роликами 8, две катушки 4 с напыляемой проволокой и механизмами подтормаживания 6 . На кронштейне 5 расположены четыре присоединительных отверстия для крепления блока напыления к механизму перемещения. Катушки 4 устанавливаются на ось тормозного механизма и крепятся винтами 8. Напыляемая проволока должна заправляться в механизмы подачи проволоки 1 и далее подается в центральный и боковой мундштуки горелки до касания. Сменные подающие ролики 8 устанавливаются из комплекта запасных частей в зависимости от диаметра напыляемой проволоки. Для охлаждения двигателей подачи проволоки к ним подводится охлаждающий воздух. Сверхзвуковая электродуговая головка является устройством, которое должно обеспечивать схождение двух напыляемых проволок в одну точку с обеспечением одновременного генерирования сверхзвукового потока высокоэнтальпийных продуктов сгорания, диспергирования расплавленного металла проволок и переноса капель распылённого металла к изделию.
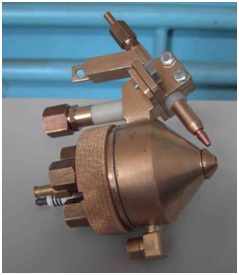
Сверхзвуковая электродуговая головка: а- внешний вид без кабель-шлангового пакета; б — внешний вид в момент зажигания дуги. Сверхзвуковая электродуговая головка включатет следующие основные узлы, которые выполняют следующие функции: — корпус должен выполнять функцию камеры сгорания; — катодный узел, предназначен для обеспечения токоподвода и осевого направления центральной проволоки, формирования течения газовоздушной смеси в камере сгорания и крепления свечи, поджигающей газовоздушную смесь; — боковой мундштук, предназначен для обеспечения токоподвода и направления движения боковой проволоки; накидная ганка; — узел крепления, должен обеспечивать крепление катодного узла к корпусу. Охлаждение корпуса камеры сгорания и катодного узла осуществляется водой, подаваемой из магистрали или блока автономного охлаждения. При подаче высокого напряжения на свечу зажигания между её электродами возникает искра, поджигающая горючую смесь. Далее горение происходит в автоматическом режиме. Возбуждение и горение дуги, плавящей проволоки, происходит при включённом источнике питания и механизмов подачи проволок с образованием сверхзвукового высокотемпературного потока. Система управления Система управления предназначена для управления режимами работы установки.
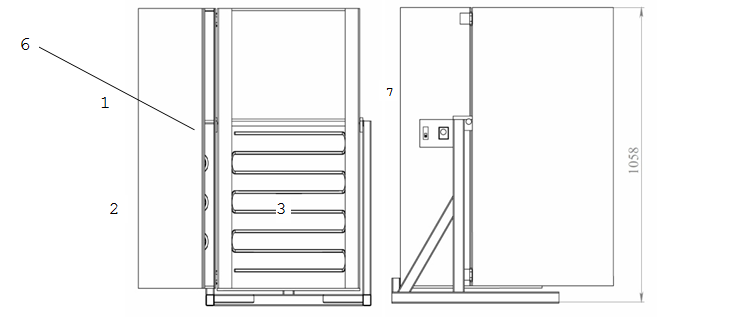
Внешний вид шкафа системы управления. Система управления также выполнена по блочно-модульной схеме. В функции системы управления входят: — управление работой приводов подачи боковой и центральной проволок — управление подачей воздуха, воды и горючего газа на сверхзвуковую электродуговую горелку; — поджиг электродуговой горелки; — индикация состояний и параметров установки.
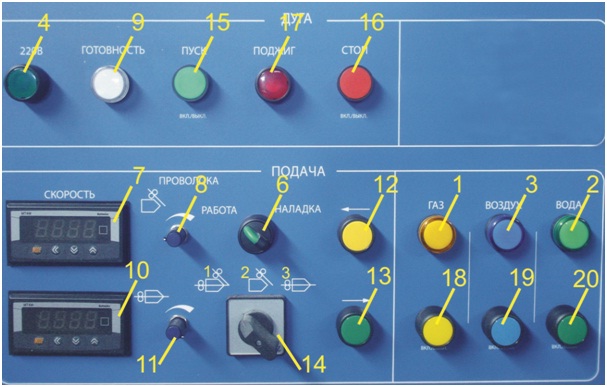
Передняя панель системы управления: 1. индикатор включения клапана подачи газовой смеси на горелку; 2. индикатор подачи воды в систему охлаждения горелки; 3. индикатор подачи воздуха в воздушные линии; 4. индикатор наличия напряжения сети питания (~220 В); 5. автоматический выключатель сети, расположен на правой внутренней стенке пульта управления; 6. переключатель режимов работы («работа-наладка»); 7. мультиметр измерения скорости подачи проволоки бокового привода; 8. потенциометр регулирования скорости подачи проволоки бокового привода; 9. индикатор «Готовность» готовности линий подачи воды и воздуха для пуска установки; 10. мультиметр измерения скорости подачи проволоки центрального привода; 11. потенциометр регулирования скорости подачи проволоки центрального привода; 12. кнопка прямой подачи проволоки приводами в ручном режиме; 13. кнопка реверсной подачи проволоки приводами в ручном режиме; 14. переключатель режимов работы механизмов подачи проволоки :
15. кнопка «Пуск» включения установки в автоматическом режиме (положение «1» переключателя 14); 16. кнопка «Стоп» выключения установки в автоматическом режиме (положение «1» переключателя 14); 17. кнопка включения высокого напряжения для поджига газовоздушной смеси в электродуговой горелке; 18. кнопка (с фиксацией) включения клапана подачи газа в блоке газоподготовки; 19. кнопка (с фиксацией) включения клапана подачи воздуха в воздушные линии установки; 20. кнопка (с фиксацией) включения клапана подачи воды в систему охлаждения электродуговой горелки. 2.4.3. Блок газоподготовки. Блок газоподготовки предназначен для подвода к установке горючего газа и сжатого воздуха, образования в нужной пропорции газовоздушной смеси и подачи ее к электродуговой горелке. Блок газоподготовки смонтирован в шкафу пульта управления.
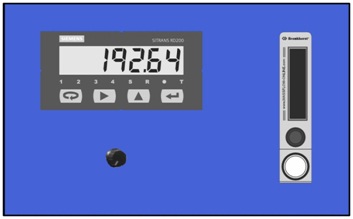
Передняя панель блока газоподготовки: 1. цифровой индикатор расхода воздуха 2. потенциометр для регулировки расхода воздуха 3. электронный ротаметр для регулировки расхода горючего газа Модуль контроля водяного охлаждения сверхзвукового электродугового металлизатора выполняет следующие функции: — включение подачи охлаждающей воды в систему охлаждения металлизатора; — контроль протока охлаждающей воды через металлизатор; -выключение подачи напряжения на проволоки при прекращении подачи охлаждающей воды в систему металлизатора или при уменьшении расхода воды ниже установленного уровня. В состав модуля контроля водяного охлаждения входят следующие элементы: 1. электромагнитный клапан включения подачи воды; 2. электронное реле контроля протока жидкости; 3. фильтр очистки воды, поступающей в систему охлаждения электродугового металлизатора; 4. реле давления, обеспечивающее работу системы охлаждения в безопасном режиме; 5. манометр для визуального контроля давления поступающей на охлаждение воды. Специализированный источник электропитания Специализированный источник электропитания должен содержать силовой блок, реакторный блок, панель управления, дисплей с клавиатурой. Источник электропитания преобразует переменное трехфазное напряжение питающей сети 380В в постоянное выходное напряжение от 0,3 до 50В. Источник функционально состоит из низкочастотного трехфазного выпрямителя, сглаживающего фильтра, инвертора, трансформатора, выходного высокочастотного выпрямителя и LC фильтра. Сетевое напряжение поступает на неуправляемый трехфазный выпрямитель, с выхода которого постоянное напряжение через сглаживающий Панель индикации специализированного источника электропитания расположена на лицевой части шкафа источника и должна включать в себя: плату индикации, графический жидкокристаллический дисплей и клавиатуру. Панель управления специализированного источника электропитания обеспечивает установку, стабилизацию и контроль рабочего напряжения на дуге сверхзвуковой электродуговой головки.
Рис. 8. Панель управления специализированного источника электропитания. Кабели и соединительные шланги для газа и воды (кабель-шланговый пакет) Комплект кабелей и соединительных шлангов (кабель-шланговый пакет) обеспечивает подачу в блок сверхзвукового металлизатора электроэнергии, охлаждающей жидкости и газовой смеси. Включает: рукав газо-воздушной смеси, рукава для подачи и слива воды, провод для питания свечи. Длина кабель-шлангового пакета от пульта системы управления до блока сверхзвукового электродугового металлизатора — до 7 м. Запасные части и инструменты
Руководство по эксплуатации Руководство по эксплуатации (руководство по основным приемам работы и обслуживания установки) включает следующие пункты: описание работы установки, информацию о предназначении установки, порядок соблюдения мер безопасности, порядок монтажа и подготовки к работе, порядок контроля за работой, регулирования и наладки, поиска неисправностей, технического обслуживание, перечень запасных частей, инструментов и аксессуары. Также данное руководство включает приложения: схему подключения, схему соединения установки, пневмогидравлическую схему. Руководство по эксплуатации предоставляется на английском и русском языках.. |